
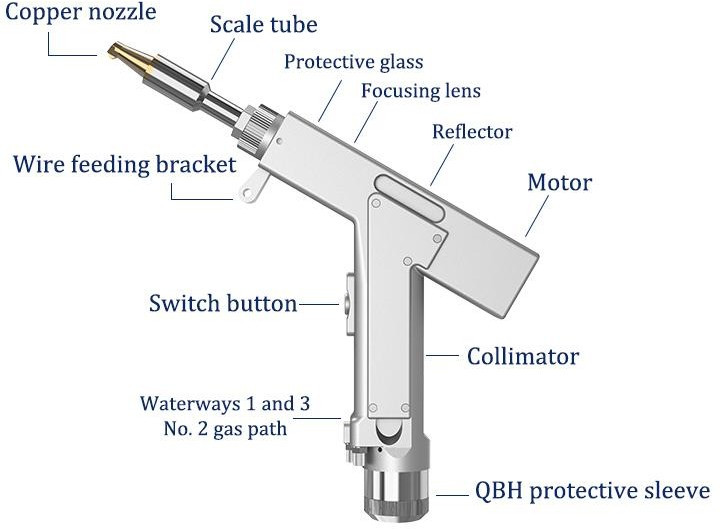
Hand-Held Laser Welding Head SUP 30S

Emîn.- Ewle
Lêkolîn û pêşkeftina serbixwe ya pergala tespîtkirina ewlehiyê, hejmarek alarmên ewlehiyê, ewlehî û aramiyê saz kirin
Teserûfa dem - bikêr û hêsan
Neynikê Focus, neynika parastinê, guheztina hêsan
Ronahî - Ronahî barkirinê kêm dike
Mezinahiya piçûktir, giraniya sivik, operasyona maqûl, karanîna hêsan
Qalîteyê - welding bedew - performansa stabîl
Hêza welding ya bilind, deformasyona piçûk, kûrahiya helandina bilind
Performans - Taybetmendiyên pirjimar
Piştgiriya welding domdar bi destan, welding deq, paqijkirin, birrîn, "dest" "ji ber" - laş, destûrnameya şîfreyê
Serê welding Super seriyek birêkûpêk a bi destan e ku di sala 2019-an de hatî destpêkirin. Hilber çekên welding yên bi destan û pergalên kontrolê yên xwe-pêşkeftî vedihewîne, û bi gelek alarmên ewlehiyê û mîhengên hêza ewledar a çalak û mîhengên ronahiyê ve tê stend.Ev hilber dikare bi cûrbecûr markayên lazerên fiber re were adaptekirin;sêwirana optîkî û sar-avî xweşbînkirî dihêle ku serê lazerê ji bo demek dirêj di bin 3000W de bi îstîqrar bixebite.
Taybetmendiyên bingehîn: Pergala kontrola xwe-pêşkeftî, alarmên ewlehiyê yên pirjimar, mezinahiya piçûktir, operasyona maqûl û karanîna hêsan.
Bêtir îstîqrar: Hemî parametre xuya ne, çavdêriya di demek rast a rewşa tevahiya makîneyê de, ji bo pêşîgirtina pirsgirêkan, ji bo çareserkirina pirsgirêkan û çareserkirina pirsgirêkan hêsantir, da ku xebata domdar a serê weldingê misoger bike.
Pêvajo: Hemî pîvan têne xuyang kirin, qalîteya welding bêkêmasî ye, deformasyon piçûk e, û ketina zêde ye.
Parametreyên stabîl û dubarebûna bilind: zexta hewayê ya nozzle û rewşa lensê ya diyarkirî, heya ku hêza lazer aram be, pêdivî ye ku pîvanên pêvajoyê dubare bibin.Karbidestiyê pir çêtir dike, di heman demê de hewcedariyên operatorê jî kêm dike.
1) Berî dabînkirina enerjiyê zemîna pêbawer piştrast bikin.
2) Serê hilberîna lazerê bi serê welding ve girêdayî ye.Ji kerema xwe dema ku hûn bikar tînin serê derana lazerê bi baldarî kontrol bikin da ku pêşî li toz an qirêjiya din bigirin.Dema ku serê derana lazerê paqij bikin, ji kerema xwe kaxezek lensên taybetî bikar bînin.
3) Ger amûr li gorî rêgezên ku di vê manualê de hatine destnîşan kirin neyê bikar anîn, dibe ku ew di rewşa xebata ne asayî de be û bibe sedema zirarê.
4) Dema ku lensên parastinê biguhezînin, ji kerema xwe pê ewle bin ku wê biparêzin.
5) Ji kerema xwe bala xwe bidin: Dema ku yekem car bikar bînin, dema ku ronahiya sor ji devê sifir nikare derkeve, pê ewle bin ku ronahiyê dernexin
Detayên radestkirina pakêtê serê welding-destê
★ Qata yekem
SUP20S serê welding 1pc
System 1 set
Kabloya pergalê standard 10 m
★ Qata duyemîn
Nozzle sifir 7pcs Birîna nozzle 1pc
Scale tube 1pc
Lensên parastinê 10 pcs
Girêdana erdê 1 pc
Kabloya girêdana ekranê 1 m
Paqijkirina ekrana 1set nîşan bide
★ Tebeqeya sêyemîn
Dîmendera 1 pcs nîşan bide
Ower switch 2 pcs
pênase wiring Controller

Termînalê dabînkirina hêzê ya Controller
Dabînkirina hêzê pêwendiya 5P bikar tîne, û dabînkirina hêza guheztina 24V û dabînkirina hêza guheztina 15V ji bo dabînkirina hêzê têne bikar anîn.
Ji kerema xwe bala xwe bidin ku dabînkirina hêza guheztina 15V polên erênî û neyînî ji hev vediqetîne, V1 bi 15V+ ve girêdayî ye, V2 bi 15V- ve girêdayî ye, û her COM li ser dabînkirina hêzê ya guheztina 15V bi pin 2 GND ve girêdayî ye!
Ji kerema xwe not bikin ku dabînkirina hêzê ya veguheztinê pêdivî ye ku zemîn be!
Controller LCD24/5000
Kabloya LCD bi cîhazê re tê radest kirin û rasterast dikare were girêdan.Ji bo pênaseyên taybetî li jimareya jor binêre
Navbera nîşana kontrolker 1
①/②Pîn têketina sînyala alarma zexta hewayê ye, heke hûn hewce ne ku çalak bikin (têl lazim e), ji kerema xwe asta alarma zexta hewayê li paşîn wekî bilind destnîşan bikin, wekî din ew kêm e.
Pîneya ③/④ têketina sînyala alarma tanka avê ye.Heke hûn hewce ne ku wê çalak bikin (têlkirin hewce ye), ji kerema xwe asta alarma zexta hewayê li paşperdeyê wekî bilind destnîşan bikin, wekî din ew kêm e
⑤ Pîneya hejmarê ji bo qefilandina erdê ewlehiyê zemîna referansê ye, û ew rasterast bi têl ve bi beşa xebatê ya pêvajoyê ve girêdayî ye.
⑥ Pînê No. kilîtkirina erdê ewlehiyê ya serê weldingê ye, ku bi têla şîn a têla sê-binî ve girêdayî ye, dema ku serê weldingê digihîje perçeya xebatê, kilîtkirina ewlehiyê di vê demê de ye.
⑦ Pîneya hejmarê guheztina serê weldingê ye, ku bi têla qehweyî ya têla sê-core ve girêdayî ye.
⑧Pin No. veguheztina ronahiya serê weldingê ye, bi têla reş a têla sê-core ve girêdayî ye, dema ku tetik tê kişandin, bişkoka tetikê li ser e.
Ji kerema xwe bala xwe bidin ku tenê dema ku alarm tunebe, û sînyala kilîtkirina ewledar û bişkojka tetikê li ser be, dê sînyala encam a porta paşîn were şandin.
Navbera sînyala kontrolker 2
Dawiya 2-ya pêwendiya sînyalê têkiliyek 6P bikar tîne, û valahiya hewayê bi xwarina têlê ve girêdayî ye
① Piyên parastî
②Piyên parastî (bi sînyala 4-pin hevdemkirî)
③/④Pê derana valve 24V e, bi valvê ve girêdide
⑤/⑥ Pîn têla sînyalê ya têl têl e, porta sînyala têl têl e, bêyî ku erênî an neyînî be.
Diagrama wiring Controller
①/②Pîn têketina sînyala alarma zexta hewayê ye, heke hûn hewce ne ku çalak bikin (têl lazim e), ji kerema xwe asta alarma zexta hewayê li paşîn wekî bilind destnîşan bikin, wekî din ew kêm e.
Pîneya ③/④ têketina sînyala alarma tanka avê ye.Heke hûn hewce ne ku wê çalak bikin (têlkirin hewce ye), ji kerema xwe asta alarma zexta hewayê li paşperdeyê wekî bilind destnîşan bikin, wekî din ew kêm e
⑤ Pîneya hejmarê ji bo qefilandina erdê ewlehiyê zemîna referansê ye, û ew rasterast bi têl ve bi beşa xebatê ya pêvajoyê ve girêdayî ye.
⑥ Pînê No. kilîtkirina erdê ewlehiyê ya serê weldingê ye, ku bi têla şîn a têla sê-binî ve girêdayî ye, dema ku serê weldingê digihîje perçeya xebatê, kilîtkirina ewlehiyê di vê demê de ye.
⑦ Pîneya hejmarê guheztina serê weldingê ye, ku bi têla qehweyî ya têla sê-core ve girêdayî ye.
⑧Pin No. veguheztina ronahiya serê weldingê ye, bi têla reş a têla sê-core ve girêdayî ye, dema ku tetik tê kişandin, bişkoka tetikê li ser e.
Ji kerema xwe bala xwe bidin ku tenê dema ku alarm tunebe, û sînyala kilîtkirina ewledar û bişkojka tetikê li ser be, dê sînyala encam a porta paşîn were şandin.
Navbera sînyala kontrolker 2
Dawiya 2-ya pêwendiya sînyalê têkiliyek 6P bikar tîne, û valahiya hewayê bi xwarina têlê ve girêdayî ye
① Piyên parastî
②Piyên parastî (bi sînyala 4-pin hevdemkirî)
③/④Pê derana valve 24V e, bi valvê ve girêdide
⑤/⑥ Pîn têla sînyalê ya têl têl e, porta sînyala têl têl e, bêyî ku erênî an neyînî be.
Navbera sînyala kontrolker 3
①Pîn têketina sînyala alarma lazerê ye +, heke hûn hewce ne ku wê çalak bikin, ji kerema xwe asta alarma zexta hewayê di paşîn de bilind bikin
②Pîn çalak e +, bi lazer çalak + ve girêdayî ye
③Pîn derana 24V e, piştî hêzê rasterast 24V+ derdixe
④Hejmara heywanan zemînek hevpar e (zemîna referansê ji bo lingan 1/2/3/5)
⑤ Pîneya hejmarê mîqdara analog + derçûn e, hêjeya analog tê dayîn
⑥Pîn sînyala modulkirî ya PWM e
⑦ Pîneya hejmarê nîşana modulasyonê PWM+ ye
Diagrama wiring Controller

Nîşe: Termînala COM ya ± 15V dabînkirina hêza veguheztinê û termînala -V (0V) ya dabînkirina hêza veguheztinê +24V divê bi GND-ê ve were girêdan û di heman demê de bi tevahî bi perçeya xebatê ve were girêdan.Pêdivî ye ku şêlê dabînkirina hêzê ya veguheztinê bi erdê ve were girêdan, wekî din, dibe ku alarmek girtina erdê ya ewlehiyê çêbibe, û dê ronî dernekeve.
Navbera têketina optîkî
Serê welding SUP ji bo piraniya jeneratorên lazer ên pîşesaziyê maqûl e.Girêdanên fîberên optîk ên ku bi gelemperî têne bikar anîn IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, hwd. Divê optîk paqij were girtin û berî bikar anînê divê hemî toz were rakirin.
Dema ku fîber tê xistin, divê serê birrîna 90 pileyî were zivirandin da ku horizontî be, û dûv re fîber tê bikar anîn da ku nehêle toz nekeve navberê.
Têkiliya çîlerê ya gaz û avê ya parastinê
Têkiliya lûleya avê û lûleya hewayê dikare bi çîpên bi çarçoweya derveyî 6MM û pîvana hundurîn 4MM were saz kirin.Rêya hewayê di navîn de dikeve, û du alî jî boriyên ketina avê û derketinê ne (bêyî ku arasteyî ketin û derketinê) , Wekî ku li jêr tê xuyang kirin:

Pergala sarbûnê li beşa dorhêla avê ya serê welding û beşa çemê avê ya serê fîbera optîkî, ku bi rêz ve girêdayî ne, wekî ku di jimareya jêrîn de tê xuyang kirin tê dabeş kirin:

Têkiliya pêwendiya çeka welding û qutiya kontrolê
Çeka welding û qutiya kontrolê ji bo girêdanê sê têlan bikar tînin, di nav de: xeta hêza motorê ya du-bingeh, xeta sînyala motorê ya pênc-bingeh, kilîtkirina erdê ewlekariya sê-core û xeta bişkoka bişkojkê
Têlên hêza/sînyala motorê (du têlên reş) rasterast bi beşa motorê ya serê weldingê ve têne girêdan û dikarin werin veqetandin (du vebijark hene: 1. Berga motorê û plakaya kêlekê ya çeka weldingê vekin 2. Vekin qutiya kontrolê Hemî fîşek in)
Bi ewle kilîtkirin û bişkojka bişkojka têl sê-bingeh tê bikar anîn Pîşeya hewavaniyê ya jêbirin: Têlên bi ewle kilîtkirin û bişkojkê, ji wan 1 şîn, 2 reş, û 3 qehweyî ye (girêdayî pin 6/7/8 ya pêwendiya sînyala 1, binêre ji bo hûrguliyan pênase têlkirina qutiya kontrolê ya li jor)
Sazkirina Wire feeder
Pîşeya hewayê ya du-core li dûvika têl têl bi pîneya 5/6 ya pêwendiya sînyala 2 ve girêdayî ye. Ji bo rêbaza sazkirinê ya taybetî li jêr binêre
Bikirtînin: Talîmatên Sazkirina Feederê Têl (Serlêdan)
Panela kontrolê û rêberê xebitandinê (li jêr guhertoya V3.3 ye)
Kurteya operasyonê û rêberê operasyonê
Panela xebitandinê ya rêzikên SUP bi piranî ji ekrana destikê û qutiya kontrolê pêk tê.
Rûpelê sereke, pêvajo, mîheng û çavdêriya pêwendiya operasyonê bixin.
Ekrana sereke ya operasyona ekrana destikê

①Di vê navberê de, hûn dikarin pîvanên pêvajoya heyî û agahdariya alarmê ya tavilê bibînin.
②Lêzer çalak e û dema ku tê vemirandin ronahiya sor a nîşanker ONAK e.
③ Qefleya ewlehiyê bi gelemperî gewr e, û dema ku serê welding bi perçeya xebatê dikeve, kesk dibe û dikare were pêvajo kirin.
④ Hilbijartina moda welding, xwerû berdewam e.Dema ku ew ji bo welding deqê tê danîn, ew dikare ji bo operasyona welding deqê ronahiyê bi navber derxe, ku ji ber xeletiya mirovî ji bo kontrolkirina dema weldingê hêsan e.Pêdivî ye ku ev fonksiyon li gorî hewceyê were saz kirin (guhertoya V3.3 fonksiyona jorîn e)
Ekrana sereke ya operasyona pêvajoyê

① Navbera pêvajoyê pîvanên pêvajoyê yên ji bo xeletkirinê vedihewîne, ku bi tikandina qutîkê dikare were guheztin.Piştî ku guhertin qediya, OK bikirtînin, û dûv re wê di pêvajoya kurtebiriyê de hilînin.Dema ku wê bikar bînin, bikirtînin Import (Guherandin-Save-Import).
② Rêjeya leza şopandinê 2-6000mm/S e, û rêjeya firehiya şopandinê 0^5mm e.Leza şopandinê ji hêla firehiya şopandinê ve sînorkirî ye.Têkiliya sînorkirinê ev e: 10≤leza şopandinê/(firehiya şopandinê*2) ≤1000 Heke ew ji sînor derbas bibe, ew ê bixweber bibe nirxa sînor.Dema ku firehiya şopandinê li ser 0 were danîn, ew ê negere (ango çavkaniya ronahiyê ya xalê) (leza şopandinê ya ku herî zêde tê bikar anîn: 300mm/S, firehî 2,5mm).
③ Divê hêza lûtkeyê ji hêza lazerê ya li ser rûpela parameterê kêmtir an wekhev be (mînak, hêza lazerê 1000W e, wê hingê nirx ne ji
1000).
④ Rêjeya peywirê 0 ~ 100 (pêşniyaz 100, bi gelemperî ne hewce ye ku were guheztin).
⑤ Rêjeya frekansa nebza pêşniyarkirî 5-5000Hz e (xweza 2000 e, bi gelemperî ew ne hewce ye ku were guheztin).
⑥ Bişkoja ALÎKARÎ ya li milê rastê yê jorîn bikirtînin da ku hûn bêtir ravekirina parametreyên têkildar bistînin.
Referansa pêvajoyê (li gorî mercên rastîn, jêrîn tenê ji bo referansê ye)

Set ekrana sereke ya operasyonê
Şîfre 123456

① Hêza lazer hêza herî zêde ya lazerê ye ku tê bikar anîn.
②Derengiya hewayê ya guhêrbar 200 ms vedigere, û rêjeyek 200ms-3000ms e.
③Dema ku ronî were pêxistin, ew ê hêdî hêdî ji% N1 ya hêza pêvajoyê bigihîje %100;dema ku ronî tê vemirandin, ew ê hêdî hêdî ji %100 hêza pêvajoyê zêde bibe.
To N2;(wek ku di wêneya jêrîn de tê nîşandan).

④ Tezmînata derengiya xwarina têl dema pêşkeftina xwarina têlê ye ku li gorî nîşana ronahiyê ye, ku dikare bi fonksiyona vekişînê re were bikar anîn.
⑤Berxa alarma germahiya herî zêde 70℃ e.Dema ku nirx li 0 were danîn, dê alarma germahiyê neyê dîtin.
⑥ Rêjeya hevrêziya rastkirinê 0.01 ~ 4 xêz bike, berferehiya xeta armancê / firehiya xeta pîvandinê: bi gelemperî 1.25.
⑦Navenda lazerê -3~3mm veqetand, wê kêm bike û ber bi çepê ve bikişîne, wê zêde bike û ber bi rastê ve bikişîne.
⑧ Nîşaneya asta alarmê ya xwerû ye, û alarma parastî dikare rasterast li tespîta asta têkildar were guheztin.
⑨ Demjimêra weldingê dema ronahiyê ye piştî kişandina tetikê, ango, heke bişkok were berdan jî, ronî dê dîsa li gorî dema derbasbûyî were belav kirin (guhertoya V3.3 fonksiyona jorîn e)
⑩ Wexta navberê ya weldingê dema ronahiyê ya rawestanê ye di navbera du welding deqê de piştî kişandina bişkoka tetikê (guhertoya V3.3 û fonksiyona jorîn)
⑧Bişkoja ALÎKARÎ ya li milê rastê yê jorîn bikirtînin da ku bêtir ravekirina parametreyên têkildar bistînin.
Navbera sereke ya çavdêriyê

Ev navber rewşa her sînyala tespîtê û agahdariya cîhazê nîşan dide
Li ser destûrnameya cîhazê bikirtînin da ku têkevin navbeynkariya dema karanîna destûrdar, piştî têketina şîfreyê, pergal dikare ji bo dema karanîna destûr were dayîn Rêbazên şîfrekirina destûr û deşîfrekirinê yek in:
Rêbaza deşîfrekirina pergalê






